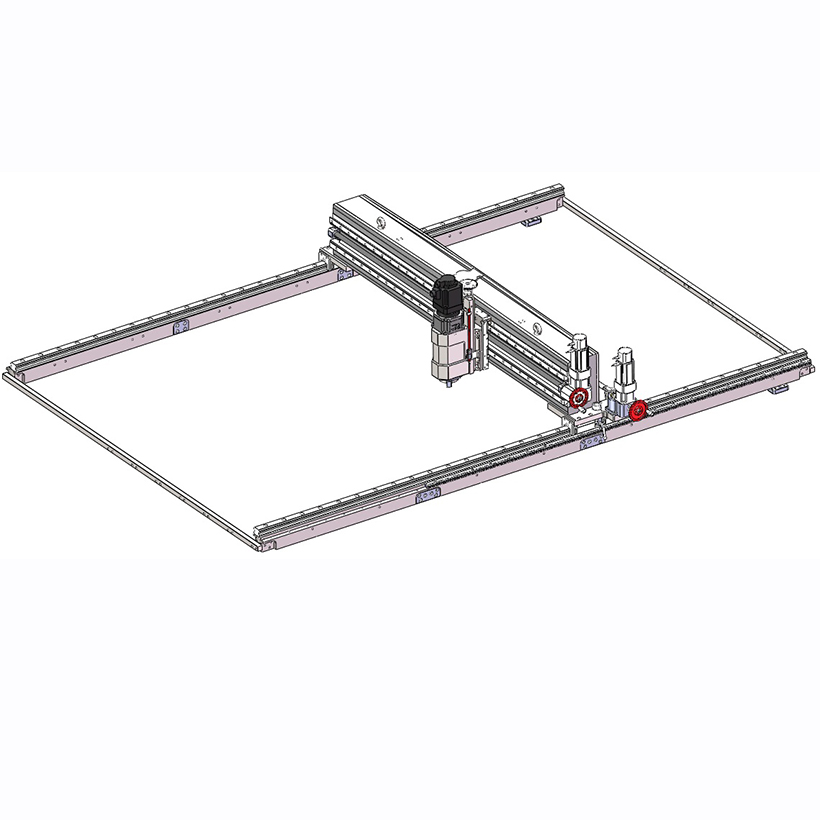
GMM3010 Portalfräsmaschinn
Detailer
| X-Achs | 3000mm |
| Y-Achs | 1000mm |
| Z-Achs | 150mm |
| X/Y-Feed | Automatesch Führung |
| Z-Feed | Manuell |
| X-Kraaft | Elektromotor |
| Y-Kraaft | Elektromotor |
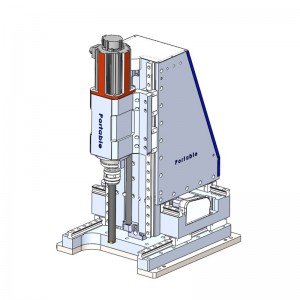
| Fräskopundriff (Z) | Hydraulesch Kraaft Eenheet, 18.5KW (25PS) |
| Fräskopfgeschwindegkeet | 0-590 |
| Spindelkonus vum Fräskopf | NT50 |
| Schnëttduerchmiesser | 200mm |
| Fräskopf Display | Héichpräzis digital Schieber |
Standard fir Motorundriff
Dongguan Portable Tools Co., Ltd. stellt d'Portalfräsmaschinn virun Ort zur Verfügung. D'linear Fräsmaschinn kritt ënnerschiddlech Stroumversuergung fir verschidde Länner. 2-Phasen oder 3-Phasen, 110V/220V/380V/415V. Si entsprécht den Normen vun Ärem Land. Den Undriff kéint en Elektromotor / Pneumatikmotor a Servomotor / hydraulescht Kraaftpacksystem sinn.
X/Y/Z-Undriffsmodell
D'In-situ Linearfräsmaschinn huet 3 verschidde Fuerer. D'X- an d'Y-Achs sinn elektresch ugedriwwe Modeller. D'Z-Achs Spindelkapp ass manuell gesteiert, d'Energie gëtt wéi gewinnt hydraulesch ugedriwwen. Den hydrauleschen Antriebspaket huet e staarkt Dréimoment a Stabilitéit, awer ass schwéier ze beweegen.
Spindelbearbeitungsfäegkeet
D'Spindel kann en Duerchmiesser vun 120-250 mm schneiden. An eng eenzeg Schnëttdéift vun maximal 10 mm. Et gëtt verschidde Modeller fir d'Z-Spindel zur Auswiel, nämlech NT30, NT40, NT50. Verschidde Spindelen hunn ënnerschiddlech Schnëttduerchmiesser. D'NT30-Spindel passt zum Fräsekappduerchmiesser fir maximal 120 mm. D'NT40-Spindel passt zum Fräsekappduerchmiesser fir maximal 160 mm. D'NT50-Spindel passt zum Fräsekappduerchmiesser fir maximal 250 mm.
Multifunktionell Aarbechtsbedingungen
D'Spindelkapp-Adapterplack kann fir horizontal Fräsen a souguer vertikal Aarbecht benotzt ginn. D'Buerfunktioun ass och verfügbar.
Transport
Den Standardtransport vun enger Portalfräsmaschinn ass eng Holzkëscht. Wann Dir eng Stolpalette mat enger Gabelstapler-Këschtsektioun vun 250 bis 300 Quadratmeter braucht, fir Zougang mat Gabelstapleren ze erméiglechen, fir ze lueden an ze entlueden, ass dat och an der Rei ze produzéieren.
Mir kéinten e Stahlrahmen, deen un d'Stahlpalette geschweesst ass, mat der Fräseenheet an enger 2 mm galvaniséierter Këscht mat gepolsterter Holzbannen hierstellen, fir d'Fräseenheet an all Komponenten z'ënnerbréngen.
En zweete Stolrahmen mat enger 2 mm galvaniséierter Këscht fir d'motoriséiert hydraulesch Eenheet z'ënnerbréngen, déi och op déiselwecht Stolpalette geschweesst ass.
E 40 mm décke Stillrahmen aus mëllen Stahl, op enger Säit flaach gefräst, deen um Buedem vum Fräsbett mat Schrauben montéiert ass, deen op alle Säiten 30 mm vun all Säit vum Gossrahmenbett erausstécht.
X, Y & Z hunn Bettverriegelungen beim Bearbechten, fir all Säitbewegung ze stoppen
D'Hiefeklammen sinn un d'Palette, d'Fräsmaschinn-Grondplack an den hydrauleschen Aggregat geschweesst, well mir dat alles ± 20 Meter bis op d'Aarbechtsplaz hiewe mussen.
Hydraulesch Drockschläich mussen op d'mannst 10 Meter laang fir d'X-, Y- an Z-Motoren sinn.